
撰:贺丽梅
研勤电子深圳有限公司每日自动化排程系统介绍
研勤电子(深圳)有限公司是一家专业的EMS代工厂,主要服务于中小量型客户全制程或PCBA代工代料。由于我们服务的是中小量订单客户,故客户群多,机型多,生产换线频繁,因此是否能进行先进的排程控管,是衡量本公司专业度的重要指标。研勤电子因地制宜地设计了自动化排程系统,把客户的交期与材料的齐料点,各种生产信息有效地集中起来,并用Daily schedule control的方式,计算出精准完成时间,达成客户的期许。为达成客户期望,我们每天更新生产排程,每天召开一次生产排程会议,解决生产中异常。除排程能精准计算出完成时间外,我们的排程早已实现e化,领班级以上管理干部能及时查阅我们的生产排程。以下介绍敝司自动化排程系统的格式、功能及使用方法。
| 1. | 以下为研勤电子(深圳)有限公司的自动排程格式,逐项说明各字段的功能与作用,这些字段的数据都为ERP 及 EMS系统收集数据自动产生。 |

| 栏位名称 | 栏位內容资料 | 栏位说明 |
| 工号 | WO21031070 | 订单的号码,号码来源于年月份加流水号和制程段 |
| 批号 | 1 | 一个订单根据齐料时间或客户出货时间分几批排程生产 |
| 组件件号 | 0122KU0010-19 | 根据产品的机型编制号码(号码来源于制程+客户代码+机种名称) |
| 名称规格 | KU021H(DS-12100) | 客户订单机种名称 |
| 客戶P/O | 订单的PO(未来客户可在MES系统里查询生产进度) | |
| MO | W202103032 | 订单的MO |
| 工令量 | 100 | 订单的批量(客户下单量) |
| 未完成量 | 100 | 一个订单出货数量,直接由ERP更新 |
| 排产量 | 100 | 根据客户需求排产,用手工输入 |
| SOURCE | XXXX | 贵司名称 |
| 缺料 | NO | 根据仿真缺料订单是否缺料(ERP系统自动确认是否缺料,每天更新一次) |
| 预定开工日 | 4月26日 | 根据订单材料交期安排开工时间 |
| 预定完工日 | 5月10日 | 订单的出货时间 |
| 线別 | 3301 | 因研勤有4条SMT线和DIP二条插件炉子,排单时会以线别及人力来排单 |
| 工序 | 7 | 排单时根据齐料点及出货日做生产顺序 |
| 线別+工序 | 3301007 | 排单线别加生产顺序 |
| 标准工时(分) | 0.8 | 每片产品生产的瓶颈工时 |
| 准备时间(H) | 0.5 | 指前置时间(转线的时间) |
| 工时小计(H) | 2 | 可根据工时得出一个排产量需多少时间完成(排产量*标准工时)+准备时间 |
| 中午前置时间(H) | 0 | 中午休息时间 |
| 下午前置时间(H) | 0 | 下午休息时间 |
| 异常工时(H) | 0 | 加班时间 |
| 总耗时(H) | 2 | 工时小计+中午下午前置时间+加班时间得出总耗时数 |
| 开始时间 | 2013/5/4 13:00 | 一个订单的开始生产时间 |
| 结束时间 | 2013/5/4 15:00 | 一个订单要完成的时间(等于总耗时数) |
| QC 机台 | 出货日: 5/10 | 备注一些验货及出货时间和重要信息 |
| DIP首件产出时间/数量 | 2013/5/10 | 根据DIP上线时间先去确认首件的产出/数量 |
| 出货日(Text) | 根据业务订单整理设定的详细出货信息 | |
| 制程 | A+T2+R+P | 订单所要生产的制程别(如S+D+T1+A+T2+P) |
2. 排程使用方法
当天生管根据业务订单整理文件(见图一)及Shipping schedule(见图二)和WIP stock(见图三)排定生产线2~3天的排程,排程会根据生产线维护的瓶颈工时和行事历计算订单所完成的时间,生管在次日产销会前更新生产排程,数据来源于MES系统生产线各段生产日报表(见图四报表),并确认生产效率是否达成生管排程,如时间有差异我们会讨论出解决的方案;如有生产问题效率未达标,生产线需做出排程未达标的检讨。
从业务接收到客户订单后,研勤业务做订单的新增,格式如下:

市场接到邮件后会根据业务所提供的信息做BOM的建立及检核的动作。如为新机种,市场部会在研勤ERP中建立新BOM,如不是第一次生产,会导出以前的BOM和业务提供最新的BOM做核对的动作,其中会产生新旧BOM的差异表,确认OK后市场部会提供主件号给生管产生工单号,如下:
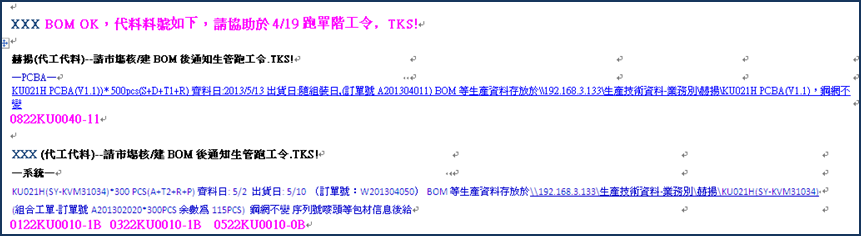
生管依市场部提供之件号于ERP中产生工单号,会根据业务设定的材料交期及出货日做工单的开立,当天下午业务会在ERP中产生备料档,后续生管会根据业务备料档做出生产排程,如下图:
图1-业务订单整理图片
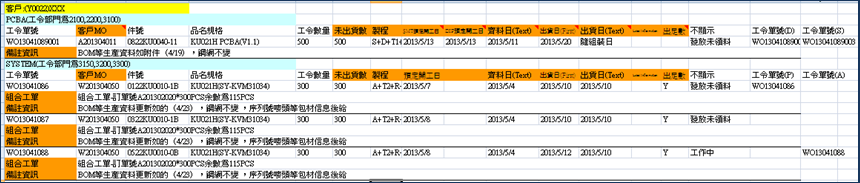
图2- Shipping schedule

图3-WIP Stock

